汽车覆盖件模具中常见的旋转斜楔及摆动斜楔
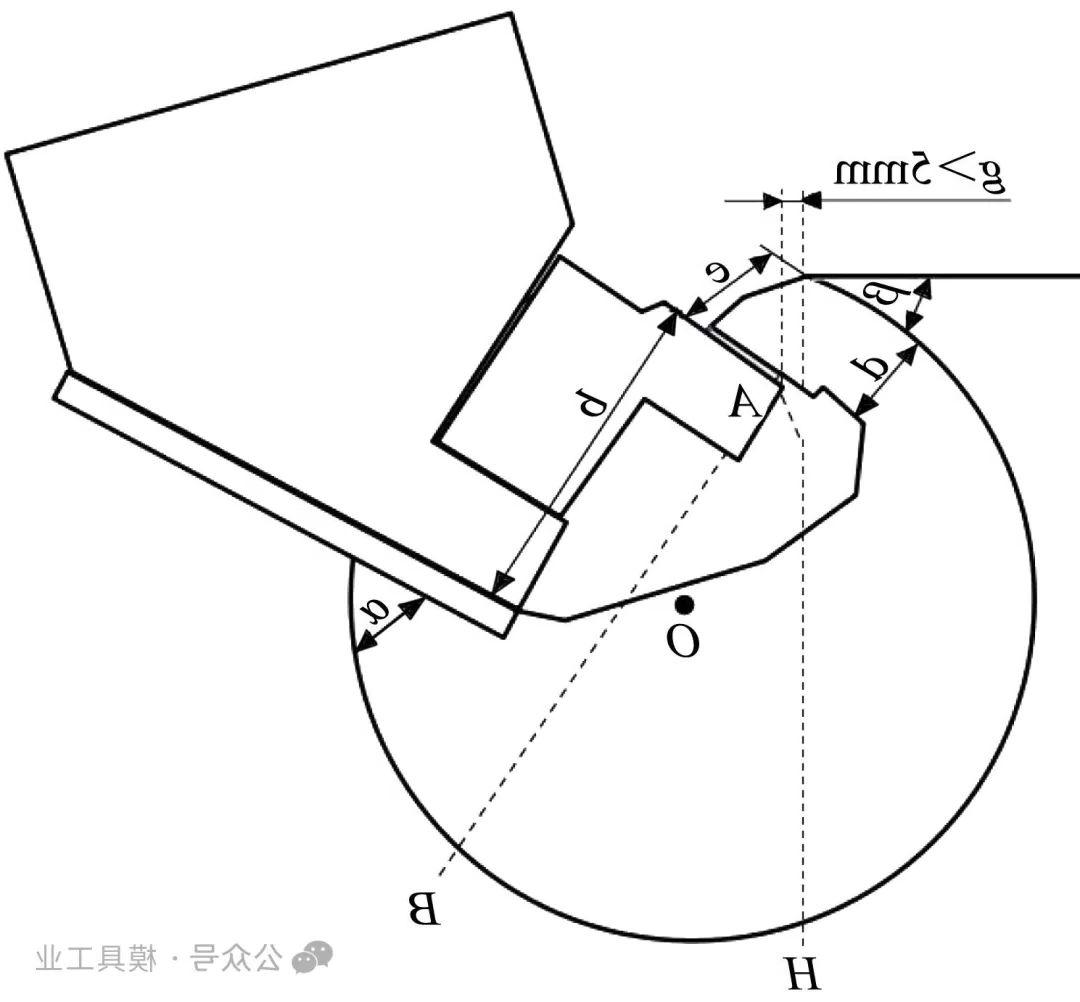
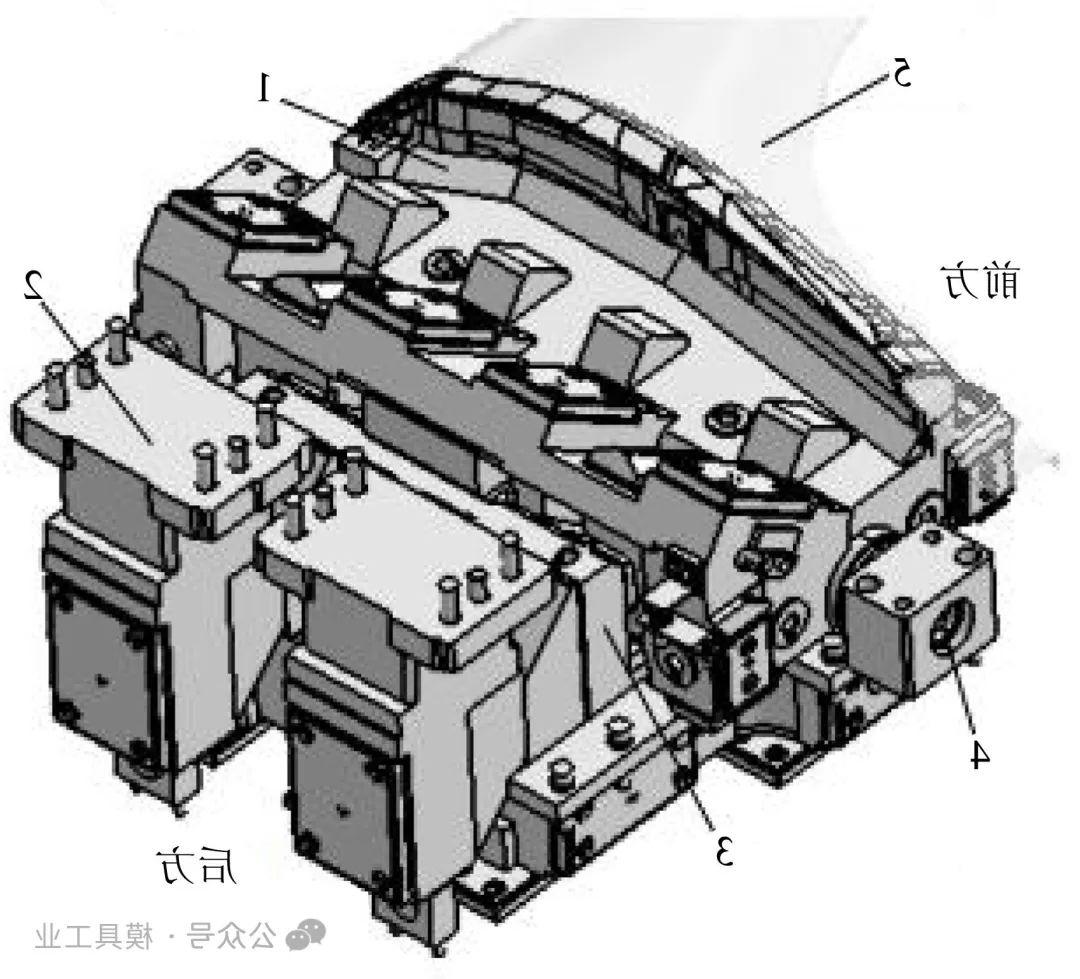
1 旋转斜楔工作原理
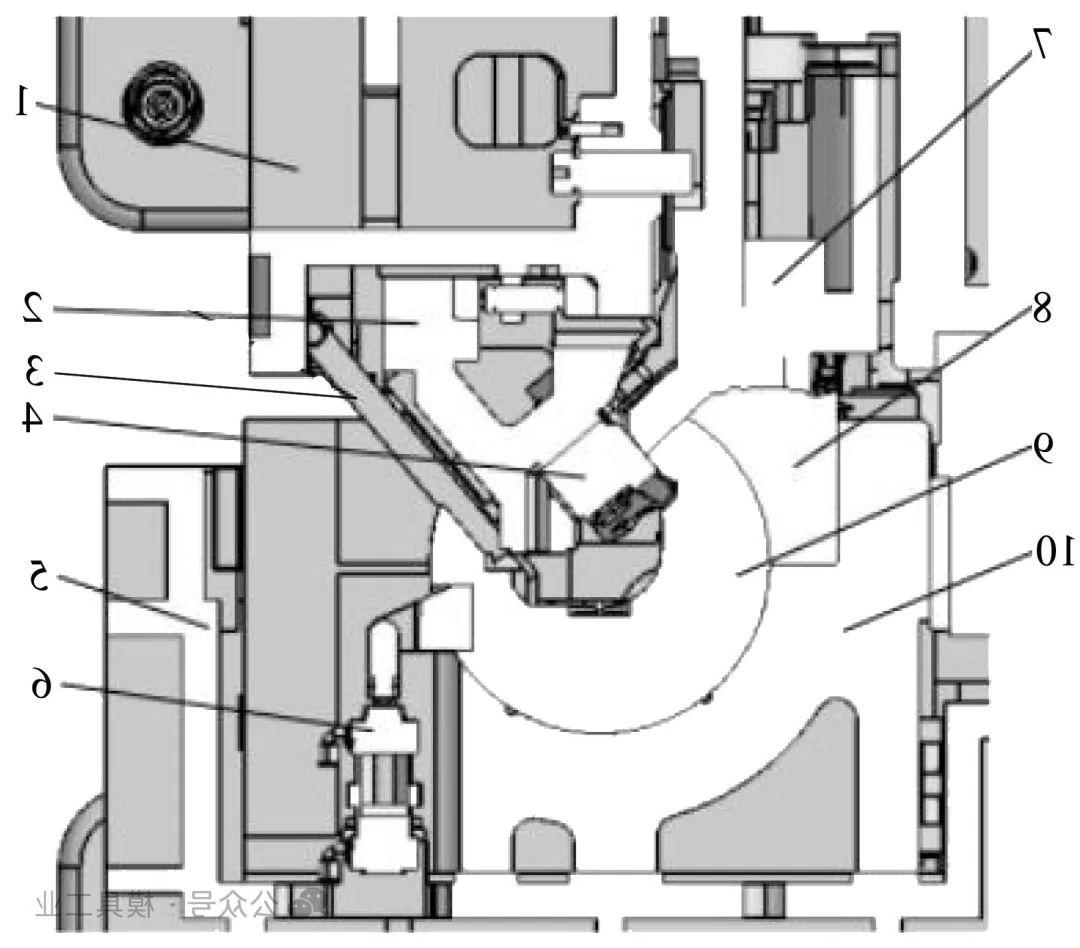
1.上模 2.滑块 3.滚轮式预驱动机构 4.刀块 5.下模 6.气缸 7.压料板 8.凸模盖板 9.旋转凸模 10.安装座
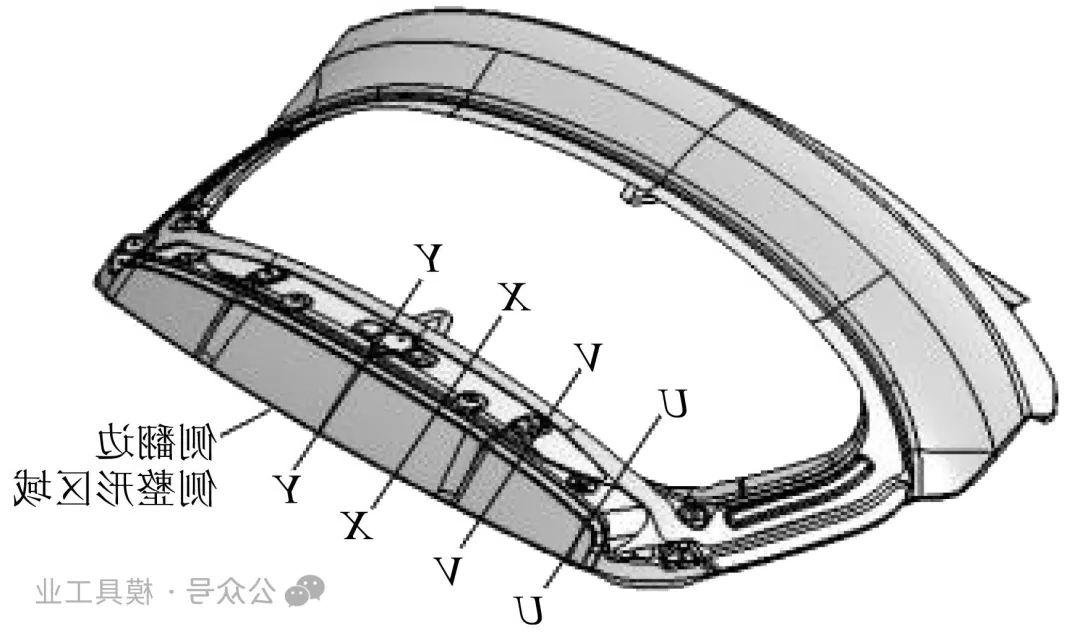
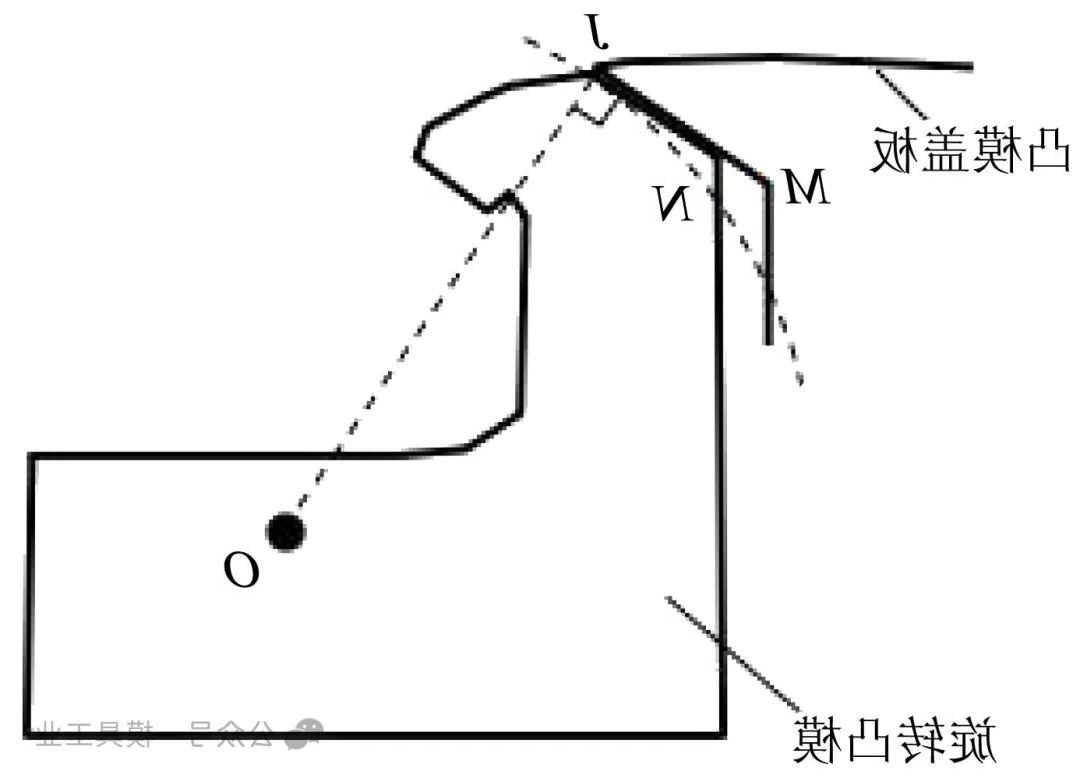
2 旋转轴位置分布
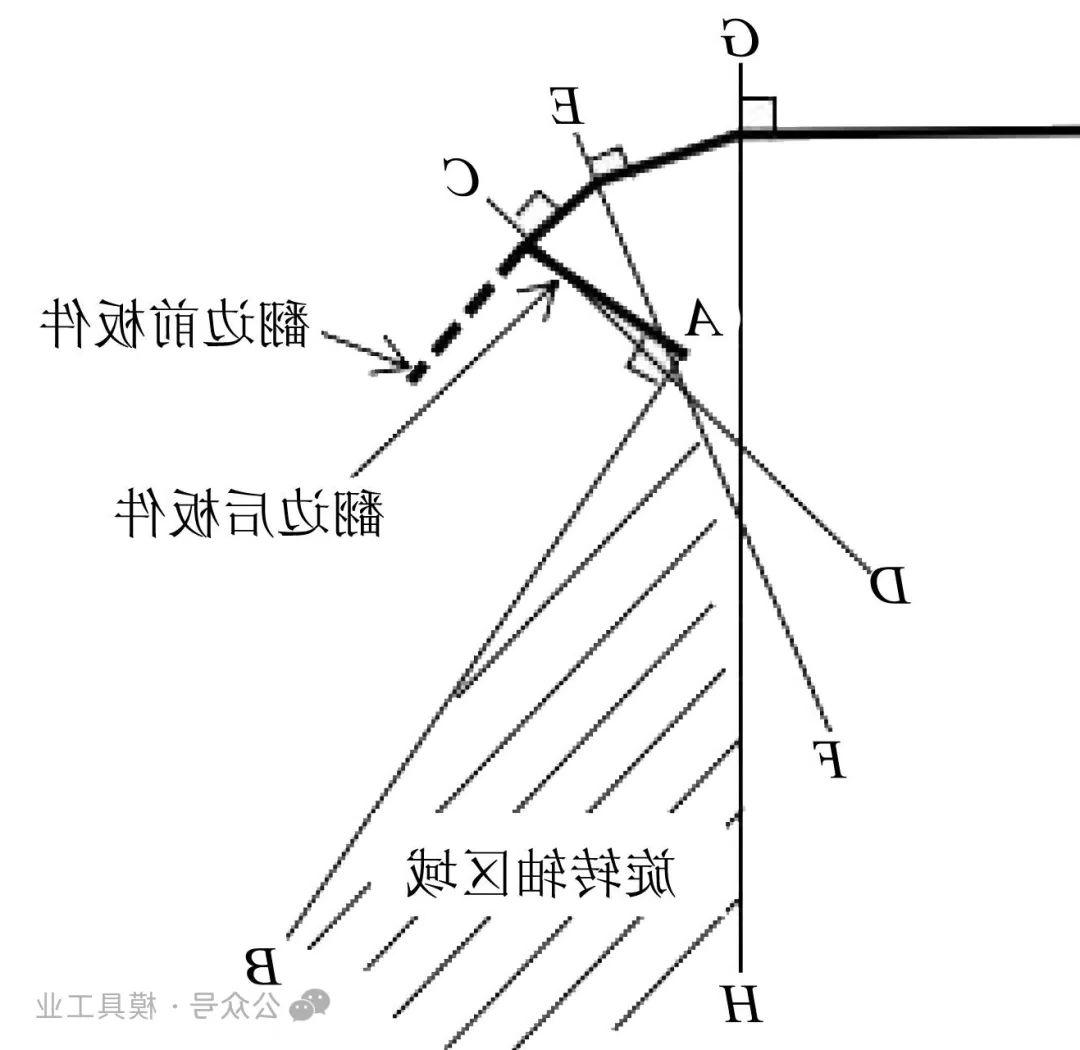
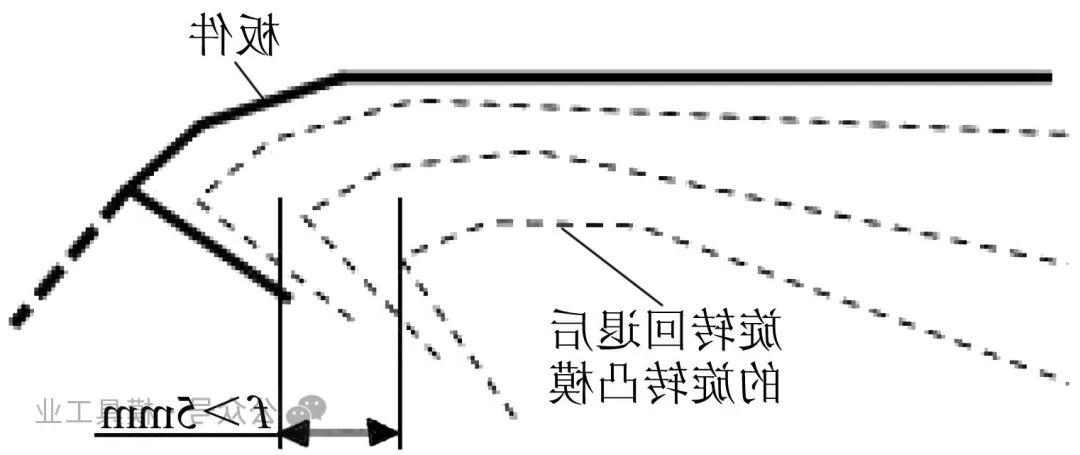
3 旋转凸模半径及旋转回退角度
4 不同结构类型的旋转斜楔
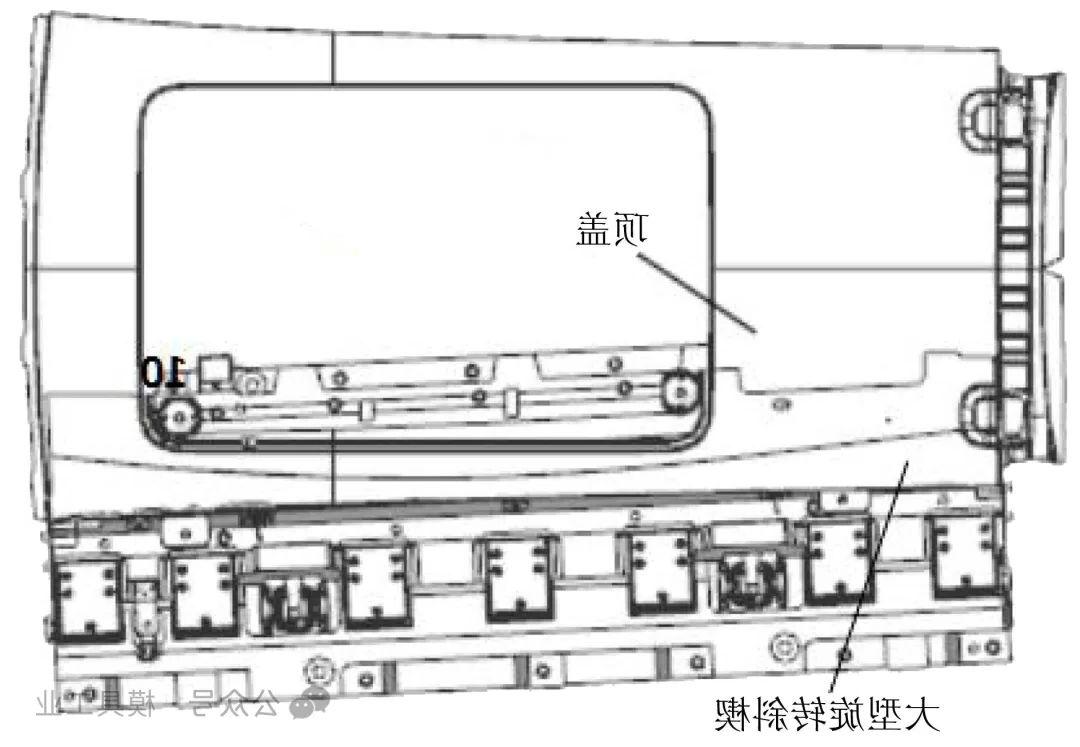
4.1 中型与大型旋转斜楔
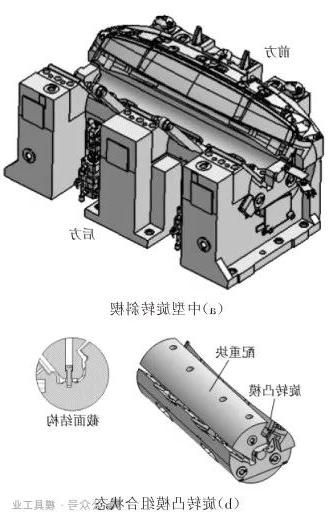
图6 中型旋转斜楔与组合状态
4.2 小型旋转斜楔
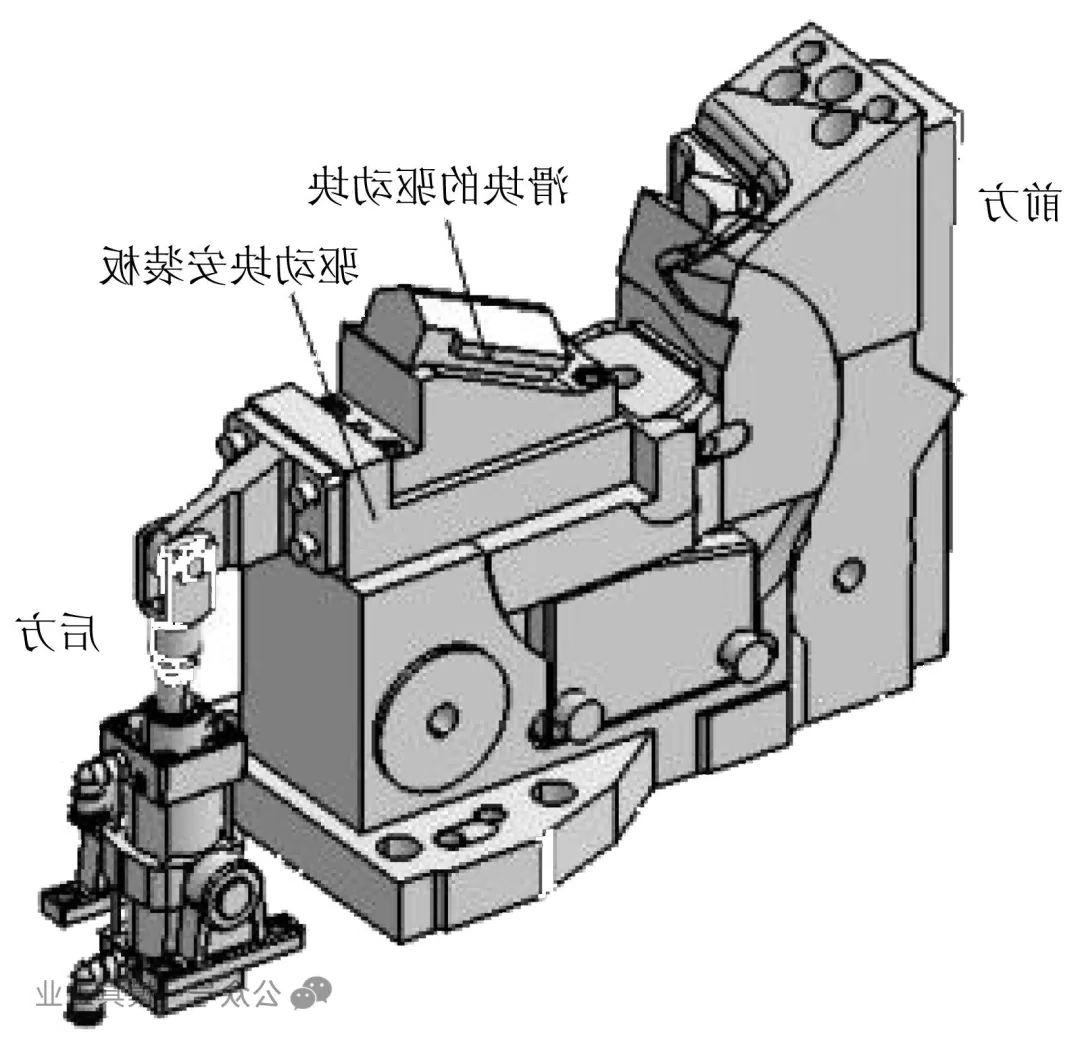
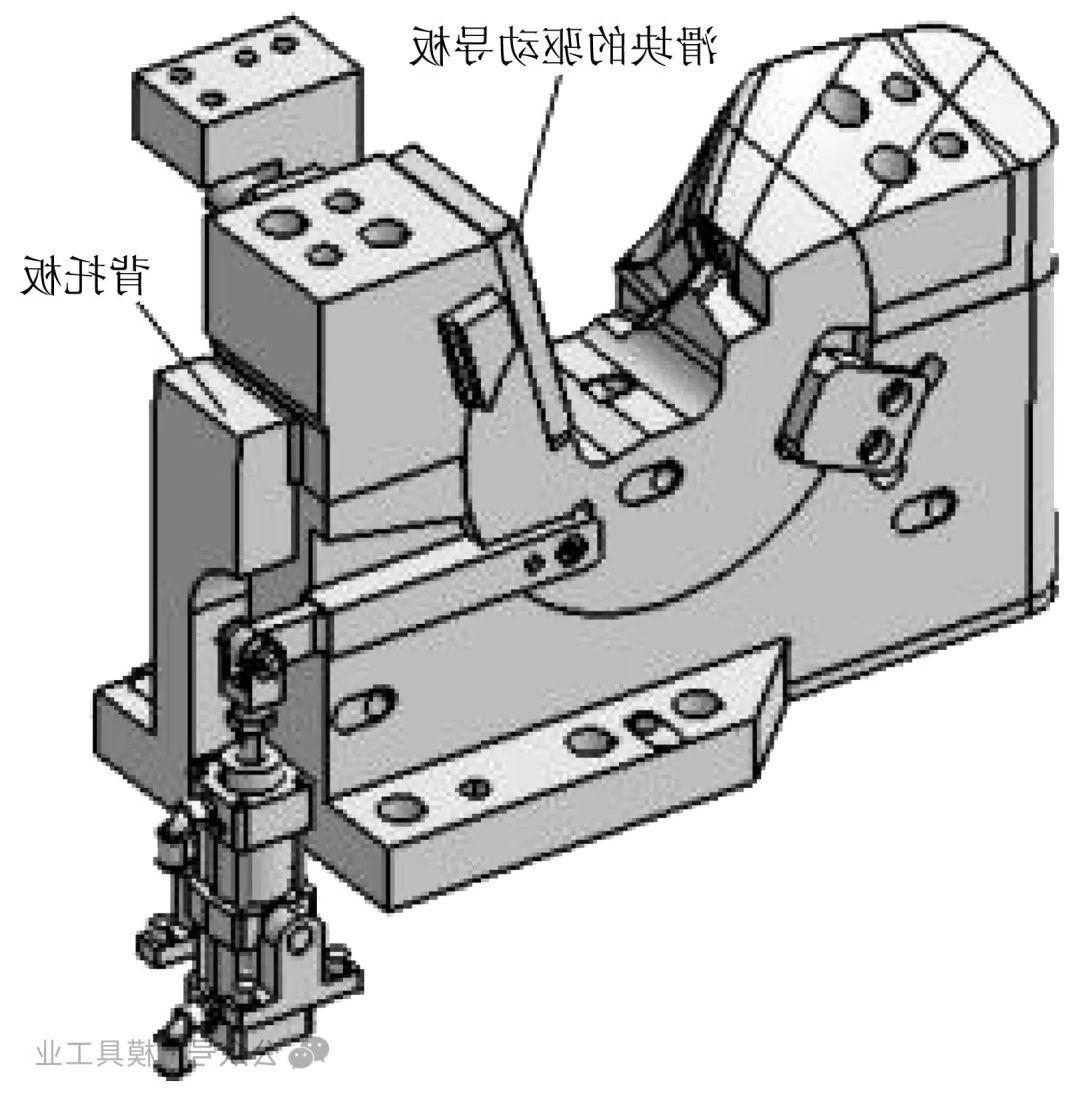
5 常用摆动斜楔结构
5.1 插刀驱动底部滑车形式的摆动斜楔
1.旋转凸模 2.插刀 3.滑车 4.旋转轴 5.板件
5.2 气缸驱动底部滑车形式的摆动斜楔
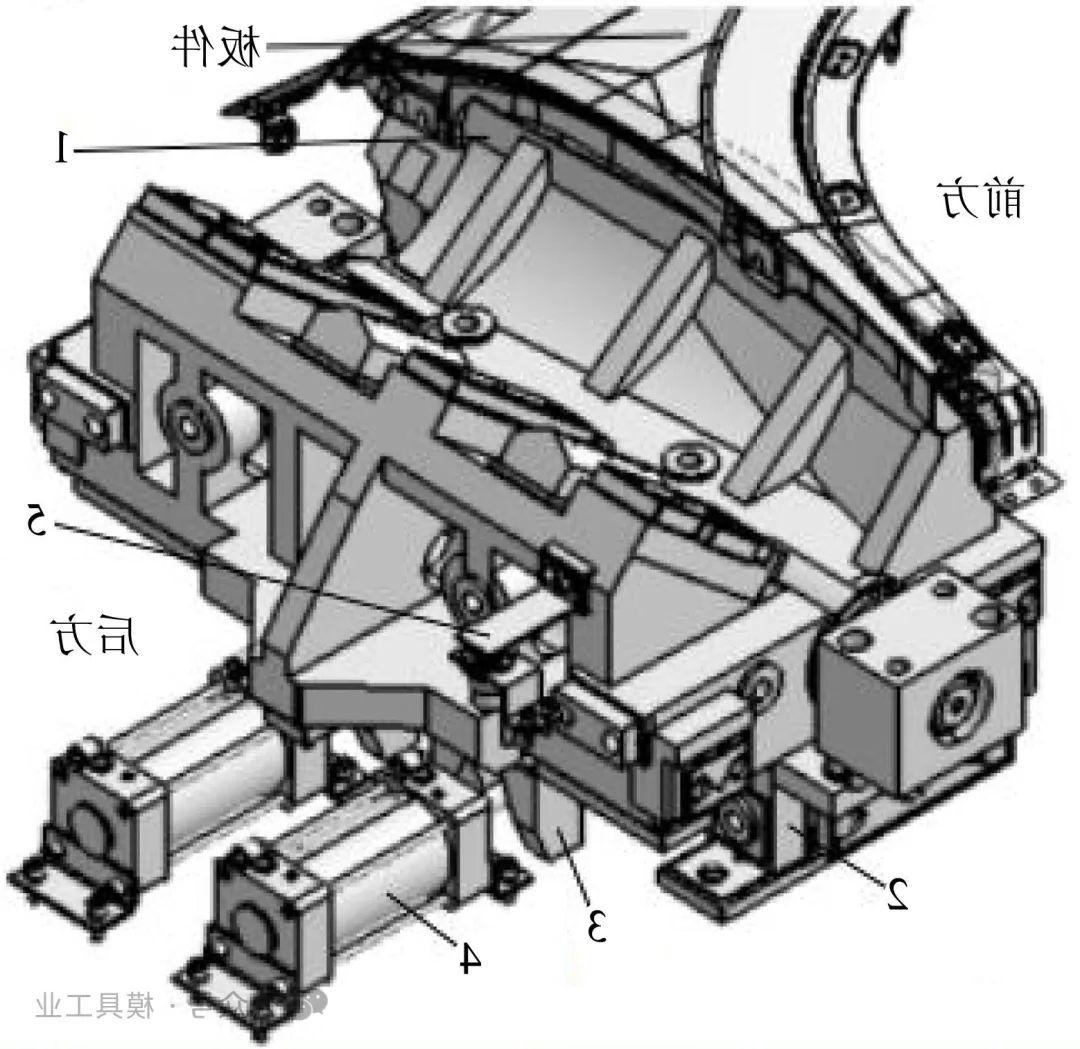
1.旋转凸模 2.滑车 3.摆动斜楔回程块 4.气缸 5.感应器
附件: